На фоне глобальной трансформации энергетической структуры биогаз, как важный носитель возобновляемой энергии, продолжает расширять масштабы применения. Согласно статистике Международного энергетического агентства (IEA), в 2023 году мировой объем производства биогаза достиг 65 млрд м³, причем 75% рынка приходится на Европу и Китай. Однако сложный состав сырья (содержание метана 40-70%, примеси H₂S, CO₂ и др.) и значительные колебания давления (0,1-1,6 МПа) в биогазовых установках предъявляют строгие требования к ключевому оборудованию. Благодаря высокой степени сжатия (до 1:8), широкому диапазону нагрузки (30-110% от номинального расхода) и устойчивости к загрязнениям, поршневые компрессоры стали ключевым оборудованием для очистки, хранения и транспортировки биогаза. В данной статье на основе анализа технических принципов и типовых проектов систематически излагаются технологические преимущества и практическая ценность данного оборудования в биогазовой сфере.
2. Анализ технических характеристик поршневых компрессоров
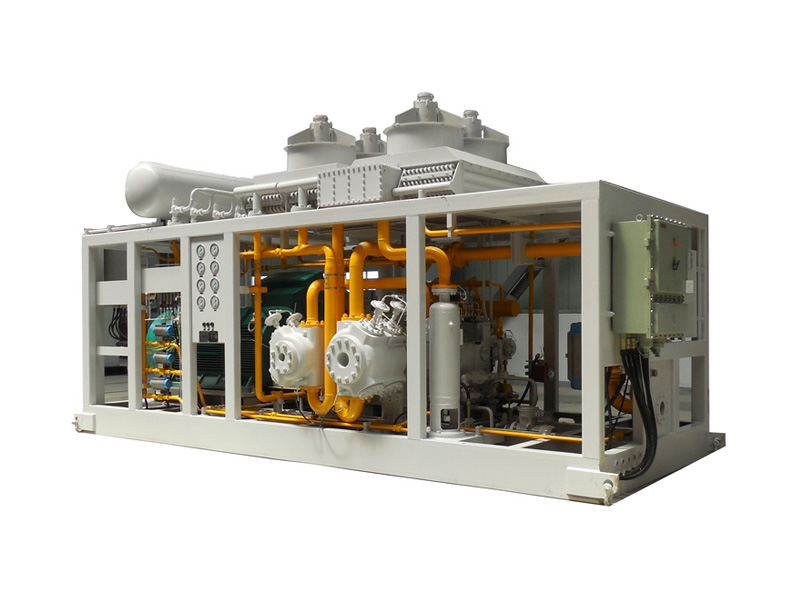
1.1 Конструкция и принцип работы
Поршневые компрессоры используют кривошипно-шатунный механизм для возвратно-поступательного движения поршня, сжатие газа достигается за счет периодического изменения объема цилиндра. Основные компоненты:
- Двухступенчатые цилиндры: первая ступень сжимает газ с атмосферного давления до 0,4-0,6 МПа, вторая — до 0,8-1,6 МПа.
- Уплотнительные кольца из PTFE: устойчивы к коррозии H₂S (концентрация ≤3000 ppm).
- Водяное охлаждение цилиндров: ограничивает нагрев до ≤45°C.
- Привод с частотным регулированием: плавная регулировка скорости (20-100 Гц).
Типичный рабочий цикл включает всасывание (0,1-0,15 с), сжатие (0,05-0,08 с) и нагнетание (0,1-0,12 с), КПД сжатия достигает 82-87%.
1.2 Специальные модификации для биогаза
Оптимизации для работы с биогазом:
- Керамическое покрытие: напыление Al₂O₃-TiO₂ (0,2 мм) снижает износ на 60%.
- Трехступенчатая фильтрация: циклон (удаление частиц ≥5 мкм), угольный фильтр (очистка от H₂S), тонкая очистка (точность 0,3 мкм).
- Интеллектуальная система смазки: минимальный расход масла (≤5 мл/ч).
2. Анализ типовых сценариев применения
2.1 Очистка биогаза (ТЭЦ)
В когенерационных установках компрессоры повышают давление до 0,8 МПа для мембранного разделения, увеличивая концентрацию метана с 60% до >95%. Пример: проект E.ON (Германия) с компрессором LMF4.5 показал рост КПД на 12% и наработку >8000 часов/год.
2.2 Производство Bio-CNG
Для сжатия до 20-25 МПа применяются трехступенчатые компрессоры с межступенчатым охлаждением (≤40°C) и осушкой (точка росы -70°C). Пример: Clean Energy (США) обеспечивает стабильную переработку 5000 м³/сутки.
2.3 Закачка в газовые сети
Проект Cadent Gas (Великобритания) использует два компрессора (160 кВт каждый) для подачи 12 млн м³ биогаза/год при колебаниях давления ±5%.

3. Примеры проектов
3.1 Сельскохозяйственный проект (Китай)
- Обработка навоза (50 т/сутки от 2000 свиней).
- 2 компрессора DW-3.2/8 (3,2 м³/мин, 0,8 МПа).
- Результаты: снижение энергозатрат на 18%, утилизация тепла, годовая экономия 65 млн юаней.
3.2 Очистные сооружения (Германия)
- Переработка 12000 м³ биогаза/день.
- Компрессор Korting SIK 550 (25 МПа).
- Показатели: потери метана <1,5%, энергопотребление 0,25 кВт·ч/м³.
3.3 Производство пальмового масла (Таиланд)
- Высокое содержание H₂S (2500 ppm).
- Решения: сепаратор, цилиндры из 316L, мониторинг вибрации.
4. Экономика и перспективы
4.1 Анализ затрат**
За 10 лет:
- Капитальные затраты: 45% (800–1200 тыс. юаней).
- Энергозатраты: 30%.
- Эксплуатационные расходы: 25%.
- Себестоимость: 0,15–0,2 юаня/м³ (на 22% ниже винтовых компрессоров).
4.2 Тренды
- IoT и AI-диагностика.
- Новые материалы (карбид кремния).
- Гибридные системы (PSA).
Вывод
Поршневые компрессоры доказали свою надежность в биогазовой отрасли. В свете требований RED III (ЕС) и целей Китая по производству биогаза (10 млрд м³/год к 2025 г.), их роль в декарбонизации и энергобезопасности будет расти.